
ورقهای فولادی جزء پرکاربردترین محصولات در بازار آهن آلات هستند که خود از شمش فولاد و توسط روشهای مخصوص به صورت ورق تولید میشوند. ورقهای فولادی در انواع مختلفی مثل گالوانیزه، استیل یا عرشه فولادی وجود دارد که با روشی به نام رول فرمینگ ورق به شکلهای دیگری همانند پروفیل، لوله و... فرم داده میشوند. به تغییر شکل این ورقها در طی مراحل و روشهای گوناگون با دستگاههای مخصوص، عملیات فرمینگ میگویند. پرکاربردترین رول فرمینگ ورق توسط دستگاه به روشهای سرد و گرم است. امروزه برای افزایش ظرفیت تولید، روشهای نورد فرمینگ جایگزین روشهای سنتی نظیر وکیومهای خم کن و.. شده است. عملیات رول فرمینگ ورق به دلیل مزایایی که دارد، مورد توجه تولیدکنندگان محصولات فولادی قرار گرفته است.
رول فرمینگ ورق چیست؟
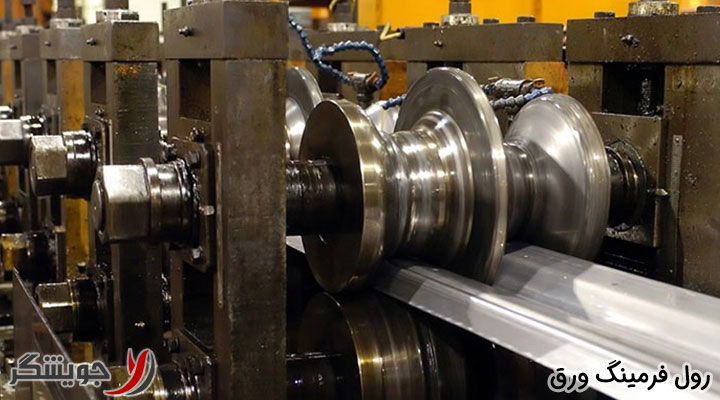
در این فرایند در طی آن ورقهای فولادی نظیر گالوانیزه، ورقهای سرد و استیل، توسط دستگاه مخصوص به شکلهای گوناگونی تبدیلمیشوند. محصولات تولید شده به روش رول فرمینگ، میتوانند به هر شکل و فرمی که نیاز مشتری یا مصرف کننده است، نظیر انواع پروفیلهای فلزی، لوله، ورق طرح دار و... شکل داده شوند. به طور کلی رول فرمینگ به روشهایی گفته میشود که سبب تغییر شکل ورق فلزی به واسطهی دستگاه رول فرمینگ میشود. در رول فرمینگ ورقهای فلزی روی شافتهای دستگاه که با یاتاقان مهار شدهاند جایگذاری میشوند و سپس با در نظر گرفتن نوع قالب و روش مورد نظر، ورقها به فرم دلخواه تولید میگردند. رول فرمینگ ورق یک روش نوین، بهینه و کاملا منعطف است، که تولید هر طرحی روی ورق فلزی را امکان پذیر کرده است. ما قبلا در مقاله
فرمینگ و انواع آن به صورت مفصل در رابطه با این فرایند صحبت کردهایم. اگر به دنبال کسب اطلاعات بیشتر در این زمینه هستید، پیشنهاد میکنیم خواندن این مقاله را از دست ندهید.
بررسی دقیقتر
بررسی فرآیند رول فرمینگ ورق با توجه به تعاریف بینالمللی که برای آن وجود دارد، بسیار پیچیده است و به آسانی نیست. مطابق تعریفهای بین المللی رول فرمینگ به این معنای فرم دادن نوار ورقهای فولادی در یک امتداد طولی، مستقیم و موازی خطوط خمش است که توسط چندین جفت نورد کانتور شده اجرا میشود. پارامتر بدون تغییر و ثابت در رول فرمینگ، ضخامت ورق است. طبق تعریف ورقهای فولادی در امتداد طولی، موازی خطوط خمش و مستقیم فرم داده میشوند اما به چند نکتهی مهم در این باره باید اشاره کرد که عبارتاند از:
• محصولاتی که توسط رول فرمینگ ورق تولید شده اند، غالبا دارای انحنا هستند.
• در برخی موارد خطوط خم زاویه 90 درجه دارد.
• خطوط محل خم همیشه مستقیم نیستند و به صورت تعمدی این اتفاق می افتد.
• خطوط محل خم همیشه موازی نیستند و این امر نیز اغلب به درخواست مشتری انجام میگیرد.
همان گونه در ابتدا گفته شد، این ورقها در اثر رول فرمینگ تغییر ضخامت نمیدهد. اما چنین نکتهای همیشگی نیست و در مواردی این مورد صدق نمیکند و شامل استثناهایی است که در چند مورد قابل خلاصه است:
• در قسمتهای خمیده شده یا به عبارت دیگر در محل خطوط خم، همواره ضخامت ورق کاهش مییابد.
• غلتکهای دستگاه رول فرمینگ به گونهای طراحی شدهاند که در طول مسیر دارای گذرگاههای خاصی هستند که میتوانند در موقعیتهای لازمه، ضخامت ورق را کم کنند.
• در محصولات نازک و دارای انحنا، تارها و برجستگیهای بیرونی نازکتر از برجستگیهای داخلی فرم داده میشوند.
• ضخامت ورق بعد از تولید ممکن است توسط شفتهای دستگاه کاهش پیدا کند و امکان رخ دادن این اتفاق در شرایط غیر ایدهآل وجود دارد.
به طور کلی فرایند رول فرمینگ در دمای ثابت و تعیین شده انجام میشود اما در این مورد نیز استثناهایی وجود دارد که عبارتند از:
• با حرارت دادن ورقهای رنگ شده قبل از فرایند رول فرمینگ، از ترک خوردگی رنگ در محل خطوط خم جلوگیری میکنند.
• دمای عملیات رول فرمینگ برای ورقهایی روی آنها فرایندهایی نظیر لحیم کاری، آنیلینگ یا بریزینگ انجام شده است، می بایست نسبت به رول فرمینگ ورقهای معمولی افزایش یابد.
انواع روشهای رول فرمنیگ ورق
در گذشته فرایند فرم دهی به ورقهای به روشهای مختلفی نظیر پرس کردن یا خم کردن انجام میگرفت که سرعت کار را بسیار پایین و هزینهها را بالا می برد. اصلی ترین دلیل این افزایش هزینهها، تعداد بالای نیروی انسانی برای اجرای این کار بود. ضمن اینکه قیمت تمام شده پروفیلهای فلزی که به این روشها تولید می شدند نیز برای مصرف کننده گران تر محاسبه میگردید. اکنون رول فرمینگ ورق، روشی نوین برای فرم دهی به ورقهای فلزی به شمار میرود چرا که انجام این کار به واسطه دستگاه و بدون نیاز به اپراتور و با سرعت بالا اجرا میشود. رول فرمینگ ورق به دو روش سرد و گرم انجام میپذیرد که هر کدام انواع خاصی از پروفیلها را تولید میکنند. لازم به ذکر است که پروفیلهای فرم داده شده به روش گرم یا سرد، گستره کاربری کاملا متفاوتی دارند.
• رول فرمینگ گرم
از فرمینگ گرم برای شکل دهی به ورقهایی با ضخامت بالا مانند ورقهای فولادی استفاده میشود. طی این فرآیند، دمای ورق را بالا میبرند تا بتوانند آن را به شکل مورد نظر درآورند. بازار محصولات تولیدی در به وسیلهی نورد گرم نسبت به نورد سرد، گستردگی کمتری دارد. از محصولات تولیدشده توسط نورد گرم، میتوان به تیرآهن، نبشی یا ورقهای ضخیم فرم داده شده اشاره کرد. تنظیم دما هنگام انجام عملیات فرمینگ ورق به روش نورد گرم، بسیار حساس است؛ چراکه در صورت کم و یا زیاد شدن حرارت، احتمال ایجاد خرابی در قطعه کار وجود دارد. همین حساسیت دمایی بالا سبب شده است که تنها تعداد محدودی از کارخانهها از روش نورد گرم استفاده کنند.
• رول فرمینگ سرد
فرمینگ سرد، روشی است که در آن، دمای ورقهای فلزی را زیاد افزایش نمیدهند و به دلیل ضخامت کم ورقها مانند ورقهای آلومینیوم یا ورقهای استیل، عملیات فرمدهی با سهولت و سرعت بیشتری انجام میشود.
انواع رول فرمینگ ورق بر اساس دستگاه نورد
دستگاه نورد مهمترین بخش خط رول فرمینگ است، از این رو دسته بندی دیگری برای میشود. در واقع این دستگاه نورد است که با وارد کردن نیرو و پشتیبانی لازم به غلتکها باعث فرم دهی و ایجاد طرح روی ورقهای فلزی میشود. دستگاه نورد رول فرمینگ در انواع مختلفی وجود دارد ولی میتوان به طور کلی این دستگاهها را در چهار دسته قرار داد.
• دستگاه نورد معلق یا cantilevered
• دستگاه نورد دوپلکس یا دو طبقه Duplex
• دستگاه نورد استاندارد یا صفحه ای Rafted
• دستگاه نورد ترکیبی Through-Shaft Duplex

انواع قالب فرمینگ
دستگاه رول فرمینگ در قالبهای مختلف وجود دارد. هر دستگاه طرح خاصی را روی ورقهای فولادی ایجاد میکند. هر طرح ورق که توسط دستگاه رول فرمینگ تولید میشود کاربرد خاصی در صنایع مختلف از جمله ساختمان سازی دارد.
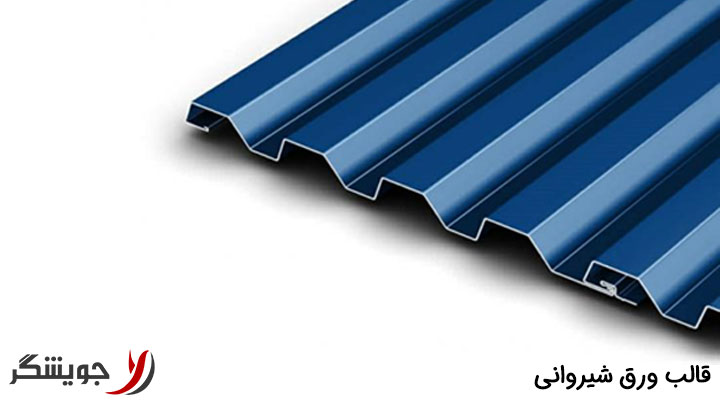
قالب ورق شیروانی
طرح ورق شیروانی خود دارای چندین طرح مختلف از قبیل کرکرهای، شیروانی شادولاین و شیروانی ذوزنقهای است. کاربرد این ورقهای شیروانی برای سقف ساختمانها و سولهها دیده میشود. دستگاه رول فرمینگ ورق شیروانی قابلیت آن را دارد تا ورقهای شیروانی در طرحهای مختلف تولید کند.
قالب طرح ذوزنقه
این قالب رول فرمینگ ورق به فرمینگ ورق عرشه فولادی نیز معروف میباشد. همان طور که از نامش مشخص است، این ورق فولادی با طرح ذوزنقه نیز برای ساخت سقف انواع سازهها به کار گرفته میشود.
قالب طرح سفال یا تیپ پالرمو
طرح این قالب بر روی ورقهای با ضخامت پنجاه صدم میلیمتر اجرا میشود. فاصله قسمتهای خمشی از هم ۲۵ سانتیمتر است و ما بین آنها کمی به سمت بیرون انحنا دارد و صاف نیست.
قالب طرح سفال یا تیپ فرانسه
این طرح که جایگزین سفال برای سقفها شده است شباهت زیادی به سنگهای سفالی دارد. شکل آن به صورت یک خمیدگی بزرگ دو خمیدگی کوچک و دوباره یک خمیدگی بزرگ است.
قالب طرح دیواری یا کانکسی
قالب طرح کانکسی، ورقهای فولادی را به شکل چین دار فرم میدهد که چینهای داخلی و بیرونی آن باید کاملا یک اندازه باشند. برای ساخت کانکس و کانتینر از این طرح استفاده میشود.
قالب طرح دیواری یا دامپا و نما
این طرح دیواری تقریبا شبیه به طرح کانکسی است با این تفاوت که چینهای طرح دامپا و نما مثل طرح کانکسی برابر نیستند. در طرح دامپا بخشهای خمیده شده به صورت نیم دایره و در طرح نما بخشهای خمشی دارای گوشه هستند.








.jpg)





