







.jpg)
.jpg)
-

تولید مقاومت ترمز اینورتر
شرکت الکترو فیدار مهام البرز تولید کننده انواع مقاومت های ترمز با کاربرد و سایز های مختلف طبق سفارش کارفرما آماده همکاری می باشد. تولید مقاومت سرامیکی،آلومینیومی،بانک مقاومت و... جهت استفاده در صنعت آسانسور،پله برقی،تاورکرین،سانتریفیوژها،تست ups , ... شماره تماس: 09128537368 09355730538 کارشناس فروش:حامد رحمانی آدرس کارخانه:شهریار،کهنز،به سمت فردوسیه،بلوار امام خمینی،پلاک 1 **همکاری با شما باعث افتخار ماست**
متفرقه تهران -

وان پلی اتیلن شیلاتی پرورش ماهی
وان پلی اتیلن شیلاتی پرورش ماهی مجتمع پلی اتیلن مازندران وان های پلی اتیلن در اندازه های متفاوت و متنوع طراحی و تولید می شوند. برای مثال وان های چهارگوش در سه اندازه ی کوچک، متوسط و بزرگ و همچنین وان های آبشخور دام در سه اندازه ی کوچک، متوسط و بزرگ تولید می شوند. همچنین وان های گرد در اندازه ها و سشکل های متنوع طراحی و تولید شده اند. وان های تولید شده با دوام و مقاوم بوده و می توان مدت های طولانی از آنها استفاده کرد. وان پلی اتیلن به گونه ای طراحی شده است که در برابر اشعه ی ماوراء بنفش مقاوم باشد و در محیط روباز و در معرض نور آفتاب، دچار مشکل نشده و برای استفاده در داخل یا خارج از خانه، ایده آل باشد. وان پلی اتیلن شیلاتی پرورش ماهی • استحکام بالا وان های مجتمع پلی اتیلن مازندران دارای وزنی سنگین تر از محصولات مشابه موجود در بازار می باشند • مقاومت در برابر ضربه کلیه ی وان های پلی اتیلنی این مرکز دارای مقاومت بالا در برابر ضربه بوده و در کارخانه توسط واحد کنترل کیفیت تست و بررسی می شوند مضافا اینکه وان های مجتمع پلی اتیلن مازندران با مواد پلی اتیلن با کیفیت و درجه یک HDPE تولید می شوند • مقاوم در برابر گرما و سرما ، عایق حرارتی قابلیت تحمل دما از منفی 55 درجه تا مثبت 70 درجه را دارند • دارای مقاومت بالا در برابر اسید و مواد شیمیایی وبازی قابلیت نگهداری و ذخیره سازی اسید ، مواد شیمیایی ومواد بازی ، روغن و مواد شوینده و ... • مقاوم در برابر اشعه یووی uv دارای لایه ی محافظت کننده در برابر اشعه یووی ، چنانچه وان ها در فضای آزاد و در معرض تابش نور خورشید قرار بگیرند به دلیل داشتن لایه ی محافظت کننده خشک و شکننده نمی شوند و دارای طول عمر و دوام طولانی می باشند • قابلیت رنگ پذیری قابلیت رنگ شوندگی توسط خریدار و یا ساخت وان به صورت رنگی (این امکان فقط برای سفارشات عمده ی بالا تر از صد عدد امکان پذیر می باشد ) • قابلیت نصب انواع اتصال و فیتینگ کلیه ی وان ها فاقد هرگونه اتصال یا فیتینگ می باشند ، در صورت تمایل در هنگام ثبت سفارش ، درخواست نصب اتصالات را به کارشناس فروش اعلام بفرمائید . نصب اتصال هیچگونه هزینه ای ندارد و مشتریان گرامی فقط هزینه ی خرید اتصال را پرداخت می نمایند. • قابلیت دفن در زمین وان های مجتمع پلی اتیلن مازندران دارای دوام طولانی می باشند در ضمن امکان دفن وان در زمین وجود دارد ، بدیهی است در صورت دفن ، عمر وان ها بیشتر می شود جهت آشنایی بیشتر با انواع وان های پلی اتیلن ، دریافت کاتالوگ وان ها ، ثبت سفارش و اخذ پیشفاکتور با مشاور و کارشناس فروش وان های مجتمع پلی اتیلن مازندران ، تماس بگیرید ، یا در واتساپ پیام ارسال بفرمائید 0911-44-33-001 0911-44-33-002
متفرقه مازندران -

انواع ساچمه های فولادی و پلاستیکی
فروش انواع ساچمه و بلبرینگ به صورت عمده و جزئی : انواع ساچمه گرد (کروی) و ساچمه سوزنی (استوانه ای) : کربن استیل ، کرم استیل ، استنلس استیل فولادی ، پلاستیکی ، شیشه ای ، POM ، سرامیکی ساچمه دستگاه CNC ، بالسکرو میلیمتری و اینچی صنعتی ، پرده ای ، جوشی ، پلاستیکی ، شیشه ای ، کربن استیل ، کروم استیل ، ساچمه CNC , استنلس استیل نگیر - انواع بلبرینگ های صنعتی ، کشاورزی - انواع بیرینگ های سوزنی - انواع کف گرد Thrust Ball Bearing & Cylindrical Roller Bearing - انواع بلبرینگ های بشکه ایی (Spherical Roller Thrust Bearing) - انواع بلبرینگ مخروطی (Taper Roller Bearing )
متفرقه تهران -

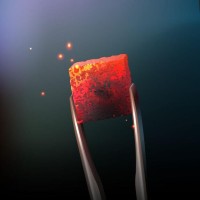
دستگاه سند بلاست اتومات ایمپلنت دندان
شرکت مهندسی کهن صنعت فجر برای اولین بار در ایران دستگاه اتومات سند بلاست فیکسچرهای ایمچپلنت دندان را طراحی و تولید نموده است این دستگاه فرایند «سندبلاست» را بدون دخالت انسان، به صورت کاملا اتومانیک و از طریق پاشیدن اکسید آلومینیوم(آلومینا) انجام میدهد. سندبلاست یک واژه انگلیسی است که معنای آن از واژه «سند» به معنای ماسه و «بلاست» به معنای انفجار و پرتاب میآید. ظرفیت این دستگاه 200 قطعه است. این دستگاه با/ توجه به حجم تولید به صورت کاملا سفارشی طراحی و تولید می شود این شرکت ککلیه سیستم سند بلاست و وت بلاست را بدر مدل های کابینتی و اتومات برای قطعات خاص طراحی و تولید می کند گبرای کسب اطلاعات کامل تر با تلفن های شرکت تماس حاصل نمایید با تشکر
متفرقه تهران

